


C6140/C6240 токарний верстат з металевим центром
Специфікація
| Модель | C6 1/2 40C | ||
| Переробна потужність | Максимальний діаметр гойдалки над ліжком | 400 | |
| Макс. поворот над поперечною гіркою | 230 | ||
| Максимальний діаметр повороту в сідлі Максимальний діаметр повороту в сідлі
| 560 | ||
| Центральна відстань | 750,1000,1500 | ||
| Ширина ліжка | 360 мм | ||
| Шпиндель | Отвір шпинделя | Φ52/80 мм | |
| Спінdle nose | C6 | ||
| Конус шпинделя | MT6 | ||
| Діапазон швидкостей шпинделя(Кроки) | 40-1400 (9 кроків) | ||
| годувати | Метрична різьба(Номер) | 0,25-14 мм (19 видів) | |
| Дюймова різьбаs(Номер) | 2-40/дюйм | ||
| Модульна різьбаs(Номер) | 0,25-3,5 мπ (11 видів) | ||
| Карета | Перехресне ковзання
Перехресне ковзання
| 180 мм | 222 мм |
| Хід відпочинку інструменту Малий робочий хід інструменту
Малий робочий хід інструменту
Малий робочий хід інструменту
Малий робочий хід інструменту
Малий робочий хід інструменту
Малий робочий хід інструменту
Малий робочий хід інструменту
| 95 мм | ||
| розмір розділу
| 20 х 20 мм² | ||
| Задня бабка | Конусність втулки задньої бабки | MT4 | |
| Діаметр втулки задньої бабки | 65 мм | ||
| Хід втулки задньої бабки | 140 мм | ||
| Головний двигун | 4 кВт | 5,5 кВт | |
| Розмір упаковки: (L xWxH) |
| ||
| Центральна відстань 750 мм | 2220 x 1150 x 1590 мм | ||
| 1000 мм | 2470 x 1150 x 1590 мм | ||
| 1500 мм | 2970 x 1150 x 1590 мм | ||
| вага:NW/GW (КГ) |
| ||
| Центральна відстань750 мм | 1400 | 2050 рік | |
| 1000 мм | 1500 | 2150 | |
| 1500 мм | 1650 рік | 2300 | |
Особливість ручного токарного верстата C6140
Використовується для точіння циліндричних і конічних поверхонь, торців і внутрішніх отворів, а також різноманітних метричних і дюймових різьб.
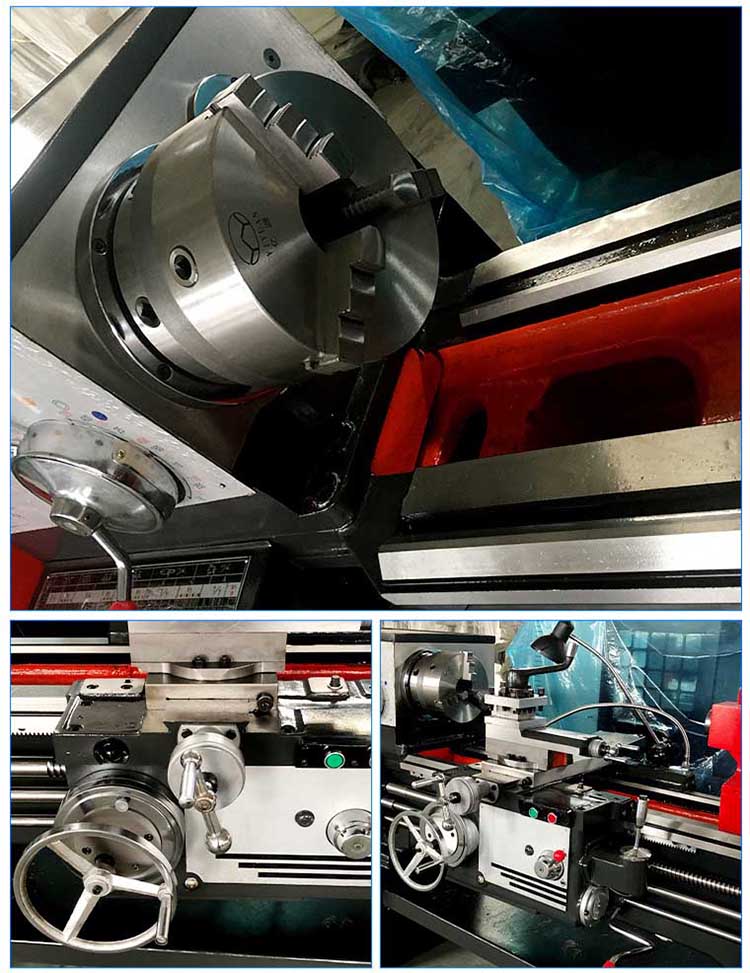
1. Шпиндель: через діаметр 52 мм, відповідно до міжнародного стандарту ISO-C6;розширити сферу обробки валів.
2. Квадратна задня бабка: задня бабка має швидкий кулачковий затискний пристрій, який має високу ефективність роботи.У втулці задньої бабки є пристрій для запобігання обертанню свердла, який запобігає пошкодженню конусності внутрішнього отвору втулки задньої бабки внаслідок обертання свердла, викликаного неправильною роботою, і ефективно захищає компоненти задньої бабки.
3. Поверхня напрямної рейки: використовує цифрове керування надвисокою звуковою частотою гасіння та периферійне шліфування, що має переваги високої точності та гарної зносостійкості.
4. Головний редуктор використовує підшипники Harbin у повному комплекті, а шпиндель використовує високоточну подвійну кулькову опору Harbin BEARING для забезпечення точності та стабільності шпинделя під час високошвидкісного обертання, що створює необхідні умови для виготовлення ЧПК токарні верстати.
5. Патрон: металевий трикулачковий патрон є стандартною конфігурацією токарного верстата, і можна вибрати інші патрони, що корисно для затягування.Об’єкти з різними правилами сприяють обробці та швидкому виробництву.
6. Ширина напрямної рейки становить 400 мм, глибина загартування становить 4 мм, а зносостійкість і стабільність високі.

Огляд перед керуванням звичайного токарного верстата
1. Додайте відповідне мастило відповідно до таблиці змащування верстата.
2. Перевірте, чи всі електричні пристрої, ручки, частини трансмісії, захисні та обмежувальні пристрої комплектні, надійні та гнучкі.
3. Кожна шестерня повинна бути в нульовому положенні, а натяг ременя повинен відповідати вимогам.
4. Не можна зберігати металеві предмети безпосередньо на поверхні ліжка, щоб уникнути пошкодження поверхні ліжка.
5. Заготівля, яка підлягає обробці, не містить бруду та піску, щоб запобігти потраплянню бруду та піску в каретку та пошкодженню напрямної рейки.
6. Необхідно провести порожній тестовий запуск, перш ніж деталь не буде затиснута, і деталь можна буде встановити після підтвердження того, що все нормально.





