


vmc1060 заводський металевий 3-осьовий вертикальний центр фрезерного верстата з ЧПУ
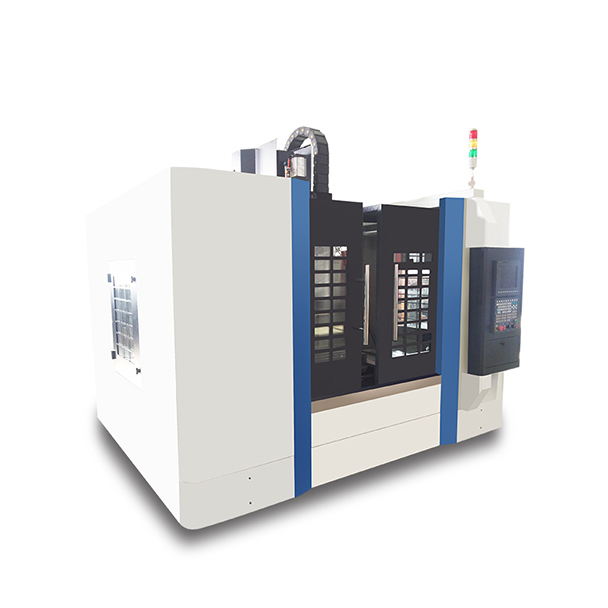
Перевага
1. Додатковий поворотний стіл з ЧПК може формувати чотири- та п'ятиосьову обробку координатних зв'язків.
2. Додатковий автоматичний пристрій для видалення стружки зі структурою ліжка для забезпечення внутрішньої чистоти;додаткове масляне охолодження шпинделя тощо.
3. Відливка проходить дві процедури старіння для усунення залишкової напруги в матеріалі.
4. Направляючі в напрямку X, Y, Z можуть вибрати потужні лінійні кулькові напрямні Тайваню, які мають характеристики швидкої швидкості, високої жорсткості тощо.

Специфікація
| Пункт | VMC1060 | ||||
| Розмір робочого столу (довжина × ширина) мм | 1300×600 | ||||
| T проріз (мм) | 5-18×100 | ||||
| Максимальна вага навантаження на робочий стіл (кг) | 650 | ||||
| Хід осі X (мм) | 1000 | ||||
| Хід осі Y (мм) | 600 | ||||
| Хід осі Z (мм) | 600 | ||||
| Відстань між носом шпинделя та столом (мм) | 100-700 | ||||
| Відстань між центром шпинделя та колоною (мм) | 667 | ||||
| Конус шпинделя | BT40/50 | ||||
| Макс.швидкість шпинделя (об/хв) | 8000/10000/12000 | ||||
| Потужність двигуна шпинделя (кВт) | 11/15 | ||||
| Швидка швидкість подачі: осі X, Y, Z (м/хв) | 16/16/16 (24/24//24 лайнерна напрямна) | ||||
| Швидка швидкість різання (м / хв) | 10 | ||||
| Позиційна точність (мм) | ±0,005 | ||||
| Повторна точність позиціонування (мм) | ±0,003 | ||||
| Тип автоматичної зміни інструменту | Пристрій для зміни інструменту на 16 інструментів (додатковий пристрій для автоматичної зміни інструменту на 24 руки) | ||||
| Макс.довжина інструменту (мм) | 300 | ||||
| Макс.Діаметр інструменту | Φ80 (сусідний інструмент)/φ150 (не суміжний інструмент) | ||||
| Макс. вага інструменту (кг) | 8 | ||||
| Час зміни інструменту (інструмент на інструмент) сек | 7 | ||||
| Тиск повітря (МПа) | 0,6 | ||||
| Вага машини (кг) | 7500 | ||||
| Загальний розмір (мм) | 3340*2800*2700 | ||||
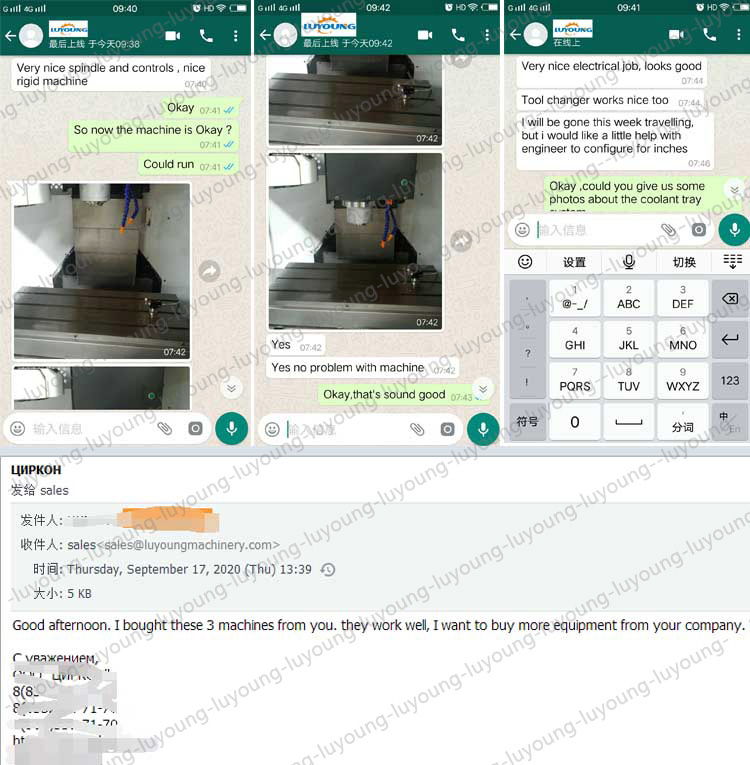
Чому обирають нас
Ми отримуємо багато хороших відгуків від клієнтів, наприклад:
Дуже гарний шпиндель і елементи керування, гарна жорстка машина.Дуже гарна електрична робота, гарно виглядає.
Пристрій для зміни інструментів теж добре працює.
Я купив у вас 3 машини.Вони добре працюють, я хочу купити більше обладнання у вашої компанії.
Тестування машини
1. Виявлення точності позиціонування лінійного руху повинно проводитися в умовах холостого ходу, а лазерне вимірювання має переважати.
2. Повторюване визначення точності позиціонування лінійного руху, інструмент, що використовується для виявлення, той самий, що використовується для визначення точності позиціонування.
3. Виявлення зворотної точності початку прямолінійного руху.
4. Виявлення зворотної помилки лінійного руху вимірюється кілька разів (зазвичай 7 разів) у трьох положеннях біля середини та обох кінців штриха, і обчислюється середнє значення кожного положення, а максимальне значення отриманого середнього значення дорівнює зворотне значення помилки.

Категорії товарів
-

BC6085 Фабрична ціна формування верстат з ...
-

TCK25 невеликий автоматичний високоякісний бандаж типу sl...
-

C6140/C6240 токарний верстат з металевим центром
-

VMC650 Високошвидкісна 3-осьова вертикальна металева фреза з ЧПУ...
-

H50 токарний верстат з ЧПУ комбінований фрезерний верстат ...
-

Високоякісний верстат для формування металу BC6050





